6. Сборка двигателя и коробки передач мотоциклов ЯВА старых моделей
Начнем с того, что тщательно очистим стыковые поверхности обеих половин картера двигателя. Металлической линейкой, у которой грани абсолютно ровные, проконтролируем плоскостность этих стыковых поверхностей.
Объясним, почему такой контроль необходим: у собранного нового двигателя стыковые поверхности совершенно плоские. Достигается это соответствующими технологическими операциями и контролем двигателя перед сборкой. При работе двигателя наблюдается неравномерное распределение температур в деталях и в значительной степени и в картере двигателя. Материал, из которого он изготовлен, при наличии неравномерных температур испытывает внутренние напряжения, однако они на собранном двигателе никак не могут проявиться. Если двигатель разбирают и разъединяют обе половины картера, то под действием внутренних напряжений может быть нарушена плоскостность стыковых поверхностей.
Деформации могут быть в некоторых случаях настолько значительными, что плотность стыка половин картера не удается обеспечить при любых усилиях затяжки винтов крепления, и происходит утечка масла из картера, возможны и неплотности в камере кривошипно-шатунного механизма. Поэтому так важно контролировать параллельность стыковых поверхностей половин картера.
Плоскостность проверяют, естественно, на совершенно чистых прилегающих поверхностях. Прикладывают линейку в разных положениях и, смотря против света, находят места, в которых есть просвет. Этим способом можно обнаружить и незначительные искривления плоскости. Если установлено, что плоскость стыка не нарушена, то можно начинать сборку двигателя. Однако, если обнаружено обратное, необходимо сначала выровнять поверхности стыка обеих половин картера. Лучше всего проверку производить на притирочной плите. Эта плита имеет совершенно ровную поверхность с мелкими канавками шагом около 30 мм в продольном и поперечном направлениях. На ее поверхность наносят и растирают кашицеобразную смесь из масла и притирочной пасты, потом на плиту кладут картер той поверхностью, которую следует выровнять, и притирают круговыми движениями. В процессе притирки несколько раз проверяют плоскостность контактных поверхностей, предварительно их очистив. Точно так же выравнивают и вторую половину картера.
Поверхности стыка следует, как было отмечено, только притирать и ни в коем случае не шлифовать. В противном случае у промежуточного вала коробки передач не было бы достаточного осевого зазора, при сборке он был бы зажат между двумя половинами картера, и коробка передач не могла бы работать. Поэтому опытный ремонтник, выровняв стыковую поверхность картера, сначала выполняет предварительную сборку коробки передач в картере без кривошип-но-шатунного механизма и без смазывания стыковых поверхностей, проверяет работу коробки передач, потом опять разбирает картер и начинает собирать двигатель, придерживаясь обычной последовательности.
Тщательно не только очищают стыковые повехности картера, но и удаляют грязь в кривошипной камере. Лучше всего промыть их в чистом бензине или ацетоне (безопаснее).
Щипцами с остроконечными губками вставляют в отверстие левой половины картера внутреннее стопорное кольцо. Подшипники устанавливают в картер, нагретый до температуры 80-100°С. В ремонтной мастерской его нагревают в электропечи, температура которой автоматически регулируется термостатом. Дома можно использовать обычный кухонный духовой шкаф. Духовой шкаф предварительно нагревают, потом на подготовленную подставку, решетку или противень кладут картер. Температуру его следует контролировать. При температуре 60--65°С до картера нельзя дотрагиваться рукой; при температуре 80°С, если намочить картер, влага быстро без шипения испарится. Картер вынимают из духового шкафа, немедленно вставляют в его расточку подшипник со стороны кривошипной камеры. Подшипник сразу же осаживают ударом по наружной обойме до упора в стопорное кольцо.
На двигателях мотоциклов ЯВА-250 ранее выпускавшихся мод. 353 и последней модели 559 коленчатый вал установлен с левой стороны на двух подшипниках, между которыми имеется лабиринтное уплотнение. Между этим уплотнением и правым (внутренним) подшипником есть стопорное кольцо. Кольцо лабиринтного уплотнения можно свободно вставить в расточку для подшипников и в холодный картер. Установленные в расточке левой половины картера детали располагают, следовательно, в таком порядке {в направлении от кривошипной камеры к передней передаче): подшипник, стопорное кольцо, кольцо лабиринтного уплотнения и, наконец, второй подшипник.
При сборке двигателей этих моделей еще перед нагреванием картера вставляют в канавку в расточке стопорное кольцо. Потом нагревают картер, со стороны кривошипной камеры вставляют внутренний подшипник и осаживают его до упора в стопорное-кольцо ударом по наружной обойме. Затем перевертывают картер кривошипной камерой вниз, вставляют снаружи кольцо лабиринтного уплотнения и сразу на него второй (наружный) подшипник. Его тоже слегка осаживают, пока лабиринтное уплотнение не упрется в стопорное кольцо. Потом проверяют, не сдвинулся ли внутренний подшипник обратно в кривошипную камеру и, если необходимо, оба подшипника, когда картер уже несколько остыл, еще раз осаживают в направлении к стопорному кольцу: правый подшипник-изнутри, левый подшипник вместе с кольцом лабиринтного уплотнения - снаружи.
Аналогичным образом стопорное кольцо устанавливают в правую половину картера (картер нагревают и потом изнутри вставляют и осаживают правый коренной подшипник кривошипа). В правой половине картера на всех мотоциклах ЯВА-250, -350 установлен один подшипник.
Итак, подшипники в обеих половинах картера установлены. Кривошипно-шатунный механизм двигателя с рабочим объемом 250 см3 прост. На двухцилиндровом двигателе с рабочим объемом 350 см3 кривошипно-шатунный механизм сложнее. Посередине кривошипно-шатунного механизма двигателя с рабочим объемом 350 см3 расположена центральная перегородка, составленная из двух половик, стянутых болтами (см. рис. 238). В перегородке установлен средний подшипник коленчатого вала (6306, 72x30x19). Смонтированная центральная перегородка входит на половину ширины в левую половину картера, а на вторую поло-вину-в правую. Наружная поверхность перегородки точно входит в расточку в картере.

Прежде чем установить кривошипно-шатунный механизм в картер, всегда следует проверить, хорошо ли он сцентрирован. В домашних условиях для этого нет соответствующего оборудования, но в мастерских такую проверку проводят. Коленчатый вал устанавливают в центрах и индикаторами часового типа измеряют биение цапф; биение измеряют также на поверхности маховиков и на их торцах. Максимально допустимое биение составляет 0,02-0,03 мм (рис. 265). Если биение выходит за допустимые пределы, то коленчатый вал необходимо снова сцентрировать. Операция эта достаточно трудная, требующая большого опыта. При выполнении ее требуется ударами медного молотка по ободу маховика или по его торцу установить обе цапфы точно соосно. Правку коленчатого вала владельцы мотоциклов не должны делать сами. Рекомендуем для выполнения этой работы обратиться в мастерскую.

Если коленчатый вал одноцилиндрового двигателя выправить трудно, то двухцилиндрового двигателя еще труднее и сложнее.
До установки коленчатого вала предварительно контролируют установку первичного и промежуточного валов: их вставляют в левую половину картера двигателя (без зубчатых колес). Сверху ее закрывают правой половиной и временно крепят двумя винтами, расположенными противоположно. Оба вала должны свободно вращаться, первичный вал не должен иметь осевого зазора, а у промежуточного вала он должен составлять 0,2-0,3 мм. Зазор определяют следующим образом: в оба вала упираются пальцами в местах расположения кулисы переключения передач и пытаются сдвинуть валы в осевом направлении. Если обнаружится зазор, больший, чем указан, его уменьшают, устанавливая регулировочные шайбы в левую половину картера.
Для повышения качества сборки можно также предвари-тельне собрать, установив держатель с кулисой, коробку передач описанным ниже способом без кривошипно-шатун-ного механизма и проверить переключение всех передач. При замене кулисы переключения передач целесообразно всегда проводить такую пробную сборку коробки передач.
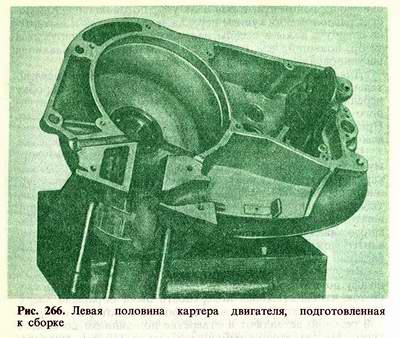
Если осевой зазор обоих валов соответствует требуемому и коробка передач работает нормально, то обе половины картера опять разделяют и устанавливают держатель с кулисой переключения передач (снаружи в левой половине). Затягивают, ввинчивают четыре винта с потайной головкой, а затем стопорят кернением, при этом материал картера немного заваливают керном в прорези головок винтов. Затем картер можно нагревать и устанавливать в него коленчатый вал (рис. 266).
Левую половину картера снова нагревают в духовом шкафу до температуры 80°С, после чего кладут на подставку так, чтобы стыковая поверхность была обращена вверх. Потом коленчатый вал левой цапфой (той, которая с наружной резьбой) вставляют в отверстие подшипника до самого упора. На двигателе с рабочим объемом 350 см3 центральная перегородка должна при этом на половину ширины войти в центрирующую расточку в картере. Пробуют, свободно ли вращается коленчатый вал. Потом собирают коробку передач.
Коробку передач можно, конечно, собрать еще раньше, до установки коленчатого вала. Это целесообразно делать потому, что потом удобнее будет выполнять операции сборки двигателя. Однако при этом способе картер нужно нагревать вместе с коробкой передач. Ремонтники чаще предпочитают второй способ, поэтому он описан ниже.
Левую половину картера кладут на ящик внутренней стороной вверх. Коленчатый вал еще не установлен, вставлен только держатель с кулисой. Вставляют (зубчатым колесом вниз) в подшипник первичный вал коробки передач и слегка осаживают его деревянным молотком. Кулису переключения передач устанавливают в положение третьей передачи; это делать целесообразно при сборке коробки передач, но не обязательно. Потом на первичный вал надевают зубчатое колесо II, зубчатое колесо III подготовлено, но не надето (рис. 267). В кольцевую канавку зубчатого колеса II первичного вала вставляют нижнюю (левую) вилку: пальцем (поводком) в нижний паз кулисы, а отверстием-под отверстие в направляющем уголке оси (рис. 268). Далее устанавливают зубчатое колесо VI первичного вала (кулачковой муфтой кверху). Верхнюю (правую) вилку вставляют в канавку на зубчатом колесе, а пальцем - в кулису (рис. 269).
Первичный вал собран. Ось вилки можно вставить в верхнюю вилку, направляющий уголок и нижнюю вилку, пока ось не войдет нижним концом меньшего диаметра в отверстие, которое определяет положение вилки (рис. 270).


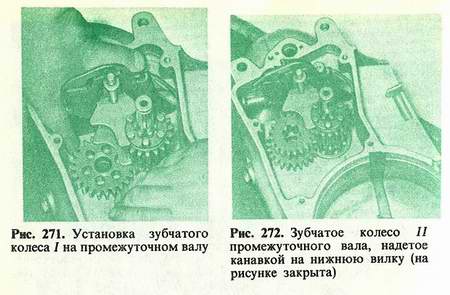
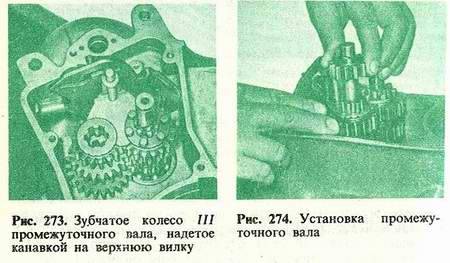
Остается собрать промежуточный вал с зубчатыми колесами. Сначала на дно картера под нижнюю вилку кладут зубчатое колесо I (рис. 271), на него кладут зубчатое колесо II кольцевой канавкой в сторону нижней вилки (рис. 272). И, наконец, в картер устанавливают зубчатое колесо III канавкой в сторону верхней вилки (рис. 273). Все три зубчатых колеса устанавливают соосно, чтобы без труда вставить затем в их отверстия промежуточный вал (рис. 274) зубчатым колесом вверх. При установке вала не следует прилагать большое усилие. На промежуточном залу внизу имеется винтовое зубчатое колесо, которое при сборке должно попасть в зацепление с соответствующей шестерней привода спидометра.
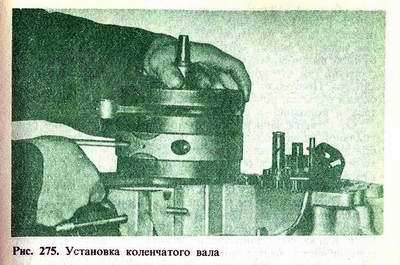
Коробка передач собрана. Ее работу проверяют после установки коленчатого вала (если он еще не был установлен). Установка коленчатого вала двигателя рабочим объемом 250 см3 не вызывает никаких трудностей. При установке коленчатого вала двигателя рабочим объемом 350 см3 следует обратить внимание на го, чтобы центральная перегородка была правильно направлена при ее заходе в картер. В центральную перегородку ввернут крепежный винт. Его положение вместе с центральной перегородкой выбирают таким образом, чтобы после установки коленчатого вала винт попал в наклонный паз в передней части картера (рис. 275). Коленчатый вал осаживают вниз до самого упора и сразу проверяют, свободно ли он вращается.
Рассмотренную фиксацию положения центральной перегородка коленчатого вала применяли на всех двигателях рабочим объемом 350 см3, выпущенных до четвертого квартала 1967 г. В это время было внесено изменение. В центральной перегородке нет ни одного болта, а ее правильное положение задается лишь коротким штифтом, забитым на ее наружной цилиндрической поверхности. Штифт находится посередине так, что попадает в углубление в обеих половинах картера. Поскольку углубление расположено как раз в плоскости разъема, половина его находится в левой части картера, а половина - в правой.
От штифта зависит, как было указано, положение центральной перегородки, однако перегородка в этом положении должна быть еще закреплена. Крепежный болт тоже находится в канавках обеих половин картера, а в собранном картере канавки образуют для болта отверстие. Болт свободно проходит через отверстие в центральном вкладыше до полученного литьем углубления, которое тоже находится наполовину в правом, наполовину в левом картере. В углубление вложена четырехгранная гайка, в которую заходит болт. Когда болт завернут и затянут, он слегка стягивает верхние части обеих половин картера, внутренняя цилиндрическая поверхность расточки в кривошипной камере плотно прилегает к наружной цилиндрической поверхности центральной перегородки, что обеспечивает ее надежное крепление. Поскольку центральная перегородка очень точно подогнана в расточке кривошипной камеры, то для крепления перегородки оказывается достаточным этого небольшого усилия стяжки половин картера. Однако болт затягивают уже после сборки обеих половин картера.
Очень важно не забыть вложить четырехгранную гайку в углубление в обеих половинах картера, когда их соединяют одну с другой. Такая забывчивость означала бы необходимость повторной разборки всего почти уже собранного двигателя. Поэтому лучше вложить в половину картера крепежный болт, продеть его во вкладыш, включая прокладку, и частично ввернуть в гайку.
После сборки двигателя крепежный болт с надетой на него фибровой ушютнительной шайбой вставляют в отверстие (в передней, части картера), навертывают гайку, расположенную внутри, потом болт затягивают без большого усилия. Тем самым закрепляют центральную перегородку.
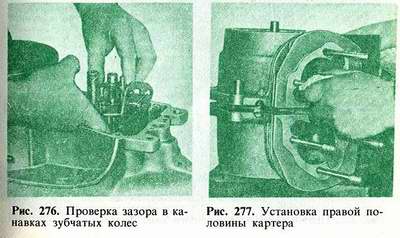
Контроль сборки коробки передач. Возвратимся к коробке передач. Кулису переключения передач передвинем в положение, соответствующее включению третьей передачи, так как при этом лучше всего собирать коробку. Проверка правильности сборки сводится в основном к тому, чтобы определить, не давят ли вилки непрерывно на шестерни передач. Для этого вращают промежуточный вал, а другой рукой приподнимают вилки и определяют, имеется ли небольшой зазор в кольцевых канавках зубчатых колес (рис. 276).
Теперь повернем кулису отверткой или рукой так, чтобы последовательно включались все передачи. Выполнить это легко. Ни на одной передаче ни одна из вилок не должна оказывать постоянное боковое давление на зубчатые колеса. Проверка наличия свободной установки вилок имеет главное значение при сборке новых двигателей в производстве при замене вилок.
Если установлено, что на некоторой передаче какая-нибудь вилка постоянно давит сбоку на зубчатое колесо, то выясняют, следует ли заменить вилку или подогнуть стакан фиксатора кулисы, или же подложить шайбу на первичном или промежуточном валу. Если вставляют обратно те же вилки, которые были сняты, и если каждую вставляют на прежнее место, то коробка передач должна работать нормально.
Теперь правую половину картера нагревают до температуры 80°С, кулису устанавливают в нейтральное положение (это важно!), потом стыковую поверхность левой половины картера обильно смазывают пастой (Герметик, Термосал и др.). Нагретую правую половину картера вынимают (из духового шкафа) и надевают на коленчатый вал и на оба вала коробки передач (рис. 277).
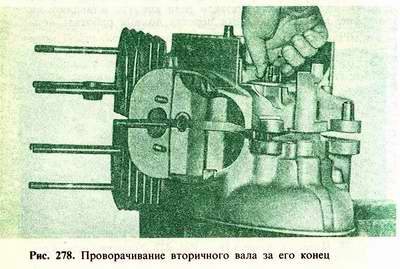
Прежде чем нагревать правую половину картера, не забудьте ввести изнутри в подшипник вторичный вал. Обычно половины картера сходятся не сразу, потому что зубья зубчатого колеса вторичного вала не могут войти в промежутки между зубьями зубчатого колеса /I7 промежуточного вала. Поэтому вторичный вал следует провернуть за наружный конец, тогда зубчатые колеса займут правильное положение (рис. 278). Картер закрывают и забивают обе центровочные втулки - спереди и сзади. Обе половины накрепко стягивают винтами (рис. 279), лучше всего с помощью отвертки, рабочая кромка которой точно соответствует ширине и длине прорези в головках винтов.
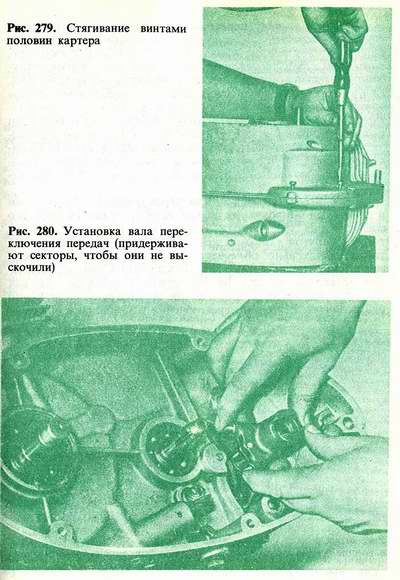
В водило на валу переключения передач вставляют секторы со штифтами так, чтобы направляющие штифты находились во внутренних канавках водила. Придерживая секторы пальцами, вставляют вал настолько, чтобы отпущенные секторы упирались в пластину кулисы (рис. 280). Вал переключения передач с водилом необходимо потом вдвинуть дальше, до самого упора, а секторы при этом должны зайти за пазы в кулисе. Двумя небольшими отвертками нажимают наклонно спереди на секторы и упирают их в водило (рис. 281), задвигая одновременно вал в картер. Окончательно вал забивают деревянным молотком. Штифт водила должен при сборке попасть между возвратными пружинами кулисы.

Такой порядок сборки вала переключения с пружинами и штифтами приводим на случай, если не окажется простого средства для этой сборки. В сущности, речь идет о куске тонкой упругой стальной ленты размером 65 х 100 мм, которая значительно облегчает работу. Эту ленту располагают вдоль кулисы (рис. 282). После этого вал переключения вставлять удобно, не придерживая штифты, так как секторы упираются в ленту и при установке вала легко по ней скользят. Если вал переключения установлен в правильное положение, которое он занимает после легких ударов деревянного молотка, ленту вынимают, и секторы занимают свои места на кулисе.
При установке звездочки не забудьте надеть фигурное резиновое уплотнение на вторичный вал (рис. 283). Только после этого на него ставят стопорную шайбу и навинчивают гайку.

Теперь в расточки для подшипников коленчатого вала вставляют снаружи сальники. Их наружные поверхности можно слегка смазать уплотнительной пастой. Потом их фиксируют от смещений стопорными кольцами, вставляемыми в канавки у наружного края расточки.
Сборку двигателя заканчивают установкой на левой стороне передней передачи и сцепления. Генератор, так же как механизм выключения сцепления на правой стороне, лучше ставить на двигатель, закрепленный на раме. На шпильки надевают прокладку из прессованной бумаги, устанавливают поршни (после нагрева), фиксируют их пальцы, насаживают на шпильки цилиндры и головки. Цилиндры и головки стягивают на шпильках гайками.
|

